Datums for positional GD&T
So.. I am trying to understand how the software calculates the positions for positional tolerances.... Based on selected datums.
Initially I was examining a part with some holes in it and just used the working coordinate system/origin at the intersection of all the datums. I thought I got some fairly decent results but an engineer told me that was wrong. However, they're not even sure how to lay this out.
The best way I can explain it is this:
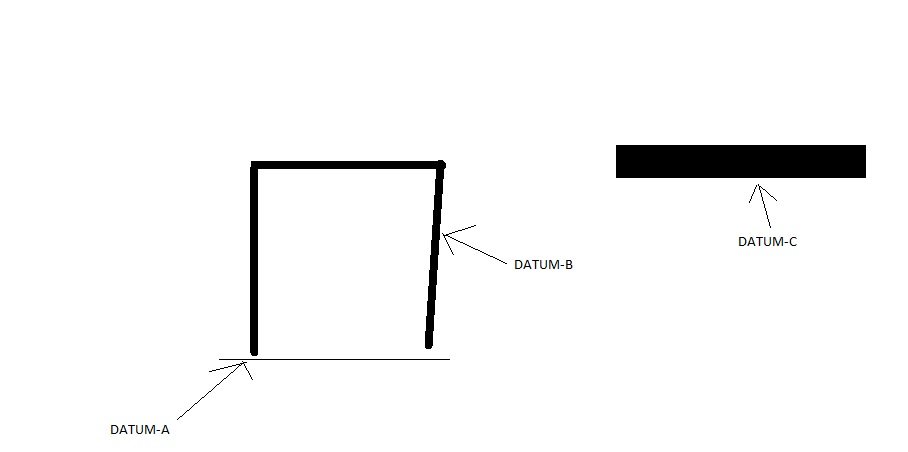
The part is about 12"x12"X2" and shaped like a horseshoe. Looking at it from the "TOP" view the open part of the horseshoe is facing the bottom of the screen or towards "Y-MINUS" Now, the flat/under side of the part is Datum C. Next is Datum-B which is the outermost RIGHT side of the part. Finally Datum-A spans across the tips of the horseshoe shape or the bottom of my screen. (SEE JPEG BELOW)
My question is this..... If datum-A is the primary datum for the position of the holes which spans about 12" and parallel to the X-axis, and Datum- B is the secondary datum modeled to be perpendicular to Datum-A and parallel to the Y-Axis and also spans about 12", and on the actual part, they are NOT perfectly perpendicular (nothing ever is).... How does the software calculate just where to measure the X coordinates from if Datum- B is not perpendicular to Datum A.
For example... from a point on one end of Datum-B to the other, its .020" out of square with datum A....
Assuming Datum-A is held as a straight line for measurements from Y-ZERO, how does the software pick a point to use as its X-ZERO to pull measurements for the positional calculations?
Are there any resources that can help me understand how this works?
Originally I was just leveling the part in the software based on the largest area (the bottom, Datum-C), then aligning the part to the most critical datum (Datum-A) then just picking up a point on the Datum-B side so set my origin for X-ZERO......
An engineer here told me to make lines for all datum surfaces, and then tell the software to use those as the GD&T datums for the software to calculate... but again... if Datum-B is like .020" out of perpendicularity from one end to the next.... something is going to be off right? I am pretty confused about this as I just started doing QC work with CMMs.
Any insight would be greatly appreciated.
Ill attach a very poorly drawn JPEG of the part to help convey what I am talking about.
Topic Participants
RevSol
Rod Garrett
Michael York
Scott Gooch
Jon Audelo